A Technical Analysis of Converting Plastic Pyrolysis Oil to Diesel
The world’s dependence on fossil fuels is undeniable, but their environmental consequences are equally pressing. The search for sustainable alternatives has led to an exploration of various waste-derived fuels, with plastic pyrolysis oil emerging as a promising candidate for diesel replacement. This article delves into the technical intricacies of converting plastic pyrolysis oil to diesel, exploring the feasibility, methods, and economic viability of this nascent technology.

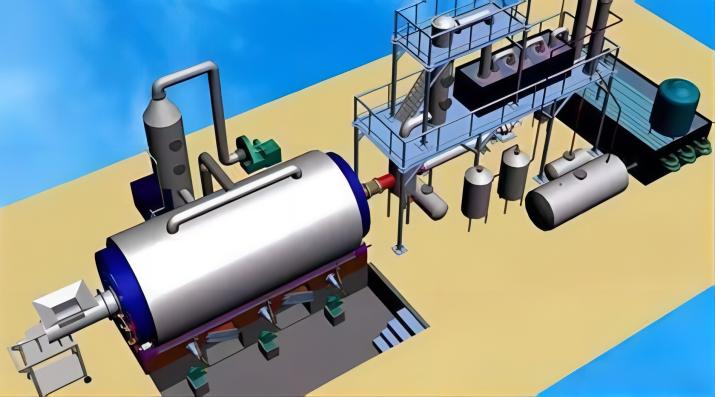
What is Plastic Pyrolysis Oil?
Plastic pyrolysis oil is a viscous, dark-colored liquid obtained by thermochemical decomposition (pyrolysis) of plastic waste, typically in the absence of oxygen. The composition of plastic pyrolysis oil is complex and varies depending on the feedstock plastic type, but generally comprises a mixture of hydrocarbons, aromatics, heterocyclic compounds, and oxygenates. While directly unsuitable for combustion engines due to its high viscosity, acidity, and presence of impurities, plastic pyrolysis oil holds immense potential as a feedstock for diesel production.
Process of Transforming Plastic Pyrolysis Oil into Diesel
Converting plastic pyrolysis oil into diesel fuel necessitates overcoming its inherent deficiencies. Fortunately, a multitude of upgrading techniques exist, each with its own set of advantages and drawbacks. This section delves into three prominent methods: distillation, catalytic cracking, and hydrocracking, dissecting their process steps, required equipment, and operating conditions.
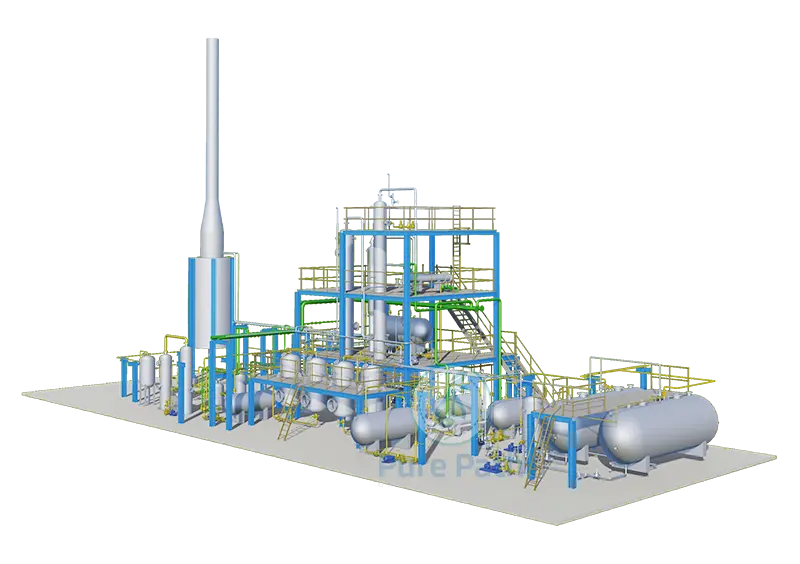
1. Distillation
Distillation, a traditional separation technique, leverages the varying boiling points of plastic pyrolysis oil components. By heating plastic pyrolysis oil in a distillation column, lighter fractions like naphtha and gasoline are separated from heavier components like diesel range hydrocarbons. While effective in removing high-boiling-point residues, distillation yields a diesel product with a low cetane number (a measure of ignition quality) and high oxygen content. This necessitates further processing, typically hydrocracking, to enhance cetane number and remove oxygenates.
Process Steps:
- Pre-treatment: Plastic pyrolysis oil is filtered and dewatered to remove impurities and prevent corrosion.
- Feedstock introduction: Plastic pyrolysis oil is pumped into the distillation column.
- Fractionation: Based on boiling points, lighter fractions like naphtha and gasoline are separated at the top, while heavier fractions like diesel range hydrocarbons are collected at the bottom.
- Residue disposal: Heavy residues, often high in sulfur and nitrogen, require further processing or disposal.
Required Equipment:
- Distillation column: A vertical column with internal trays or packing for efficient separation.
- Heat exchanger: Provides heat for vaporizing plastic pyrolysis oil feedstock.
- Condensers: Separate vaporized fractions into liquid products.
- Pumps and piping: Transport plastic pyrolysis oil and products throughout the process.
Operating Conditions:
- Temperature: Varies depending on desired product fractions, typically ranging from 150°C to 350°C.
- Pressure: Atmospheric pressure is common, but vacuum distillation can be used to lower boiling points and protect heat-sensitive components.
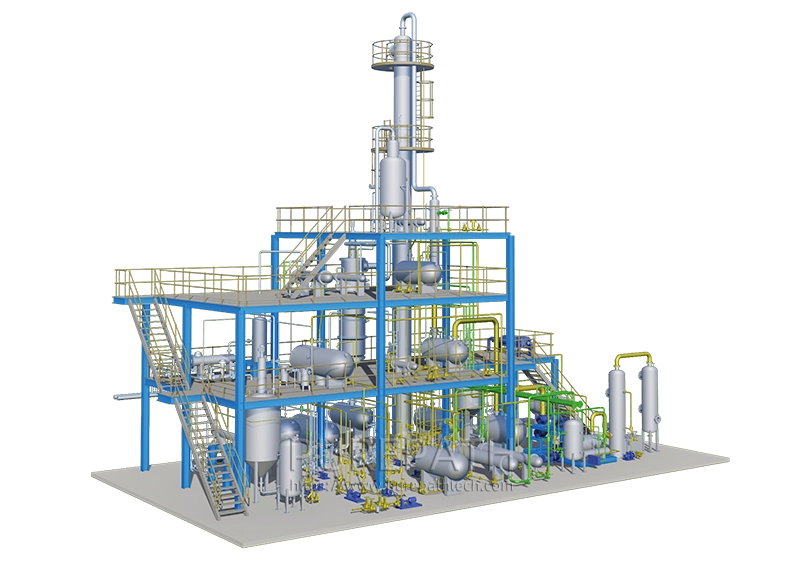
2. Catalytic Cracking
Catalytic cracking employs catalysts to break down larger plastic pyrolysis oil molecules into smaller, diesel-range hydrocarbons. This significantly improves the cetane number of the product but can generate undesirable light ends (gases) and coke (carbonaceous deposits).
Process Steps:
- Pre-treatment: Similar to distillation, plastic pyrolysis oil undergoes filtration and dewatering.
- Catalyst activation: The catalyst is heated and regenerated to maximize its activity.
- Feedstock introduction: Plastic pyrolysis oil is vaporized and fed into the reactor containing the catalyst.
- Cracking reaction: Catalysts promote the breakdown of plastic pyrolysis oil molecules into smaller hydrocarbon chains.
- Product separation: Cracked products are separated and condensed.
- Coke removal: Spent catalyst requires regeneration to remove coke deposits.
Required Equipment:
- Reactor: A vessel containing the catalyst where the cracking reaction occurs.
- Catalyst: Specific catalysts are chosen depending on desired product properties and coke formation tendency.
- Heat exchanger: Provides heat for vaporizing plastic pyrolysis oil feedstock and maintaining reactor temperature.
- Condensers: Separate cracked products into liquid fractions.
- Gas separators: Remove light ends (gases) from the liquid product.
Operating Conditions:
- Temperature: Typically ranges from 400°C to 500°C.
- Pressure: Varies depending on the catalyst and desired product properties, often ranging from atmospheric to moderate pressure.

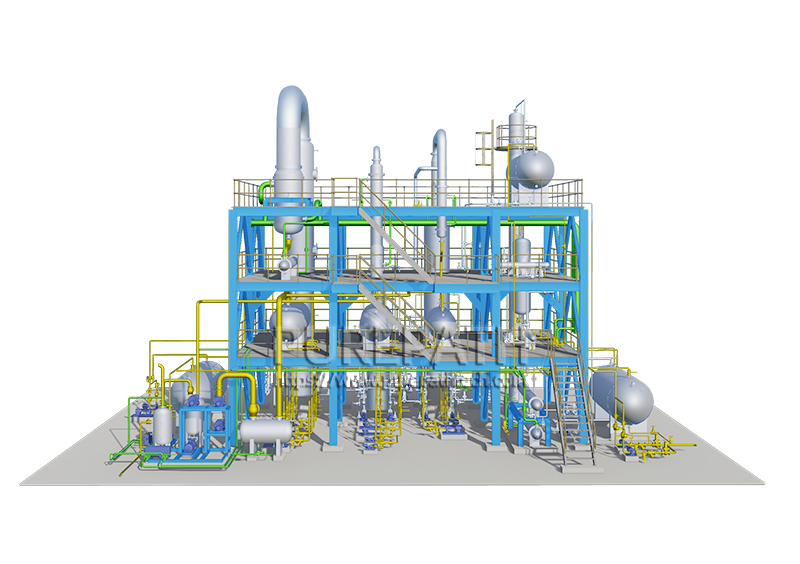
3. Hydrocracking
Hydrocracking combines catalytic cracking with hydrogen treatment. Hydrogen reacts with plastic pyrolysis oil components, saturating double bonds, removing heteroatoms like sulfur and nitrogen, and enhancing cetane number. This produces the highest quality diesel-like product but requires sophisticated equipment and high operating pressures.
Process Steps:
- Pre-treatment: Similar to catalytic cracking, plastic pyrolysis oil undergoes filtration, dewatering, and often hydrodesulfurization to remove sulfur.
- Catalyst activation: The catalyst is heated and regenerated to maximize its activity.
- Feedstock mixing: Plastic pyrolysis oil is mixed with hydrogen and fed into the reactor.
- Hydrocracking reaction: Catalysts and hydrogen promote the breakdown of plastic pyrolysis oil molecules and remove heteroatoms, producing a high-quality diesel product.
- Product separation: Cracked products are separated, condensed, and further purified to remove trace contaminants.
Required Equipment:
- Reactor: Similar to catalytic cracking, but designed to handle hydrogen pressure.
- Catalyst: Specialized hydrocracking catalysts are employed.
- Hydrogen supply system: Provides high-purity hydrogen for the reaction.
- Heat exchanger: Provides heat for vaporizing plastic pyrolysis oil feedstock and maintaining reactor temperature.
- Condensers: Separate cracked products into liquid fractions.
- Gas separators: Remove light ends (gases) from the liquid product.
- Purification unit: Removes trace contaminants from the final diesel product.
Operating Conditions:
- Temperature: Typically ranges from 350°C to 450°C.
- Pressure: High pressure, typically ranging from 5 to 20 MPa, is essential for efficient hydrogen utilization and reaction kinetics.
What Factors Will Influence the Plastic Pyrolysis Oil to Diesel Plant Cost?
Establishing a plastic pyrolysis oil to diesel plant necessitates navigating an intricate web of financial considerations. The capital and operational expenditures associated with such a venture are influenced by a delicate interplay of several key factors:
1. Plant Capacity:
The scale of the operation, measured in terms of daily processed plastic pyrolysis oil volume, significantly impacts cost. Larger plants benefit from economies of scale, with lower per-unit costs, but require a considerably higher initial investment. Small-scale plants offer lower upfront costs but may struggle with higher per-unit production expenses. Determining the optimal plant capacity involves balancing projected demand, available capital, and desired return on investment.
2. Chosen Conversion Method:
Each plastic pyrolysis oil conversion technique, be it distillation, catalytic cracking, or hydrocracking, carries its own price tag. Distillation, while the simplest and cheapest, yields low-quality diesel necessitating further processing. Catalytic cracking offers improved cetane number but generates coke and light ends, increasing operational costs. Hydrocracking produces the highest quality diesel but demands sophisticated equipment, hydrogen infrastructure, and higher operating costs. The choice of conversion method, therefore, involves a trade-off between product quality, operational complexity, and cost.
3. Raw Material Source:
The type and accessibility of plastic pyrolysis oil feedstock play a crucial role in cost calculations. Consistent access to pre-processed plastic with a well-defined composition simplifies the refining process and reduces operational costs. In contrast, using unprocessed or mixed plastic waste necessitates additional pre-treatment steps, adding to the cost burden. Securing reliable and cost-effective plastic pyrolysis oil sources is a critical factor for project feasibility.

4. Location and Regulations:
The geographical location of the plant significantly impacts both construction and operational costs. Land acquisition, construction permits, labor costs, and access to infrastructure vary considerably across regions. Additionally, stringent environmental regulations in some countries necessitate advanced pollution control measures, further inflating project costs. Understanding the regulatory landscape and choosing a location with favorable economic and environmental conditions is crucial for cost optimization.
5. Estimated Cost Range:
The capital expenditure for plastic pyrolysis oil to diesel plant can range considerably, typically falling within the $5-15 million bracket for small-scale (500-1000 barrels per day) facilities and exceeding $50 million for large-scale (10,000 barrels per day) operations. Operating costs also vary depending on factors like feedstock cost, chosen technology, energy consumption, and maintenance requirements.
Economic Considerations and Profitability:
The financial viability of a plastic pyrolysis oil to diesel plant hinges on several critical factors:
- Feedstock Availability: A stable and cost-effective supply of plastic pyrolysis oil is paramount for sustainable operation and profitability.
- Diesel Price and Demand: Competitive production costs coupled with favorable diesel prices are essential for generating profits.
- Government Policies: Incentives, subsidies, and supportive regulations can significantly impact project economics.
- Capital Expenditure and Operating Costs: Efficient cost management and optimizing plant capacity are crucial for maximizing profitability.
While challenges exist, several factors can enhance the financial attractiveness of plastic pyrolysis oil to diesel technology:
- Waste Management: Diverting plastic waste from landfills and generating fuel creates a compelling environmental and economic proposition.
- Energy Security: Dependence on foreign oil can be reduced by utilizing locally available waste plastic for fuel production.
- Technological Advancements: Continuous improvements in conversion processes and equipment efficiencies can further reduce costs and enhance profitability.
Conclusion
Converting plastic pyrolysis oil to diesel offers a promising path towards sustainable fuel production and waste management. While technical challenges and economic considerations remain, continuous advancements in technology and favorable regulatory frameworks can pave the way for wider adoption. Further research and development efforts focusing on cost reduction, process optimization, and environmental mitigation are crucial for unlocking the full potential of this transformative technology.